![]()
![]()
![]()



Корпус и башня танка Т-54 после проведения испытаний обстрелом. НИИБТ полигон, сентябрь 1954 г.
В 1950-1954 гг. при изыскании путей повышения противоснарядной стойкости брони танка Т-54 в ЦБЛ-1 (начальник лаборатории - Г.Ф. Засецкий) совместно с заводами промышленности были исследованы различные марки стали и технологии производства корпусов и башен. Для повышения противоснарядной стойкости литой гомогенной брони в среднем на 15% по сравнению с техническими условиями, утвержденными в феврале 1950 г., в ЦБЛ-1 совместное заводами №174 и №200 провели НИР с целью разработки нового типа литой брони - высокоотпущенной брони высокой твердости. Предполагалось получить заданную противоснарядную стойкость при отсутствии склонности этой брони к трещинообразованию с течением времени, характерного для ранее применявшейся в производстве высокоотпущенной брони высокой твердости. В результате длительных лабораторных работ и исследования свыше 70 различных вариантов сталей с определением их свойств, после различных вариантов термической обработки были найдены марки стали, позволявшие достичь высокой твердости (диаметр отпечатка по Бринеллю порядка 3,1-3,2 мм) после отпуска при температурах 600-620°С.
Отдельные составы сталей показали повышенную противоснарядную стойкость по сравнению с серийной мягкой маркой 74Л, но это преимущество оказалось незначительным и неустойчивым из-за недостаточной вязкости брони нового типа. Так, например, в 1952 г. завод №174 изготовил установочную партию башен танка Т-54 из стали 80Л, выполненной с использованием и без использования вольфрама из отходов. Прирост противоснарядной стойкости составлял 2-3% по нормали и 5-6% под углом и достигался за счет значительного повышения содержания легирующих элементов. Поэтому по рекомендации Министерства транспортного машиностроения работы в этом направлении были прекращены.
В эти же годы в ЦБЛ-1 с целью снижения трудоемкости изготовления башен Т-54 разработали способ их отливки в кокиль. К опытным работам были привлечены заводы №174 и №200. В связи с повышением противоснарядной стойкости башен, отлитых в кокиль, решением Министерства транспортного машиностроения и ГБТУ от 20 июня 1951 г. контрольные нормы обстрела для них были увеличены до 690 м/с.
В I квартале 1952 г. завод №200 изготовил три опытно-валовых партии башен в количестве 5, 10 и 15 шт. В это же время завод №174 отлил в кокиль одну опытно-валовую партию башен (5 шт.). Результаты полигонных испытаний обстрелом трех башен опытно-валовой партии завода №200 показали, что минимальные значения ПКП составляли 700-709 м/с. Отлитые в кокиль башни имели целый ряд преимуществ перед башнями, отлитыми в песчаную форму (качество излома, стабильность размеров, экономия до 2 т жидкого металла на каждую башню и др.), но по некоторым показателям все же им уступали.
Основными параметрами, влиявшими на противоснарядную стойкость башни, являлись качество поверхности (трещины, засоры), геометрия башни и, следовательно, ее масса, а также качество металла. Главной проблемой при отливке башен в кокиль стало периодическое появление на отливках горячих трещин. На первых опытных отливках средняя протяженность трещин в башнях, отлитых в кокиль, была больше, чем на валовых башнях, отлитых в песчаную форму, и доходила до нескольких метров.
Трещины образовывались в большинстве случаев на наружной поверхности отливок и возникали при их затвердевании (затвердевание стали при отливке в кокиль протекало быстрее, чем при отливке в песчаную форму). Так, например, образование горизонтальных и вертикальных трещин, располагавшихся у нижнего торца башен, было связано с зависанием отливок на кокиль из-за заливов металла в разъем между кокилем и верхней полуформой. Трещины вокруг амбразуры возникали по причине заливов металла между передними выступами центрального стержня, образовывавшими амбразуру и пробу, и рабочей поверхностью кокиля. Горизонтальные трещины, встречавшиеся в различных местах отливки в верхнем поясе кормовой и лобовой частей башни, были обусловлены заворотами металла, появлявшимися при заполнении им формы. Вертикальные трещины на «перемычке» отливки под амбразурой имели место вследствие быстрого охлаждения «перемычки» по сравнению с прилегающими, более массивными частями отливки, что приводило к возникновению значительных растягивающих напряжений и разрыву металла. Возникновение вертикальных трещин против мест подвода металла (питателей) происходило из-за большого разогрева стенок кокиля в этих местах и последующего медленного охлаждения прилегающих участков башни.
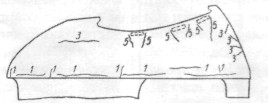
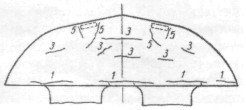
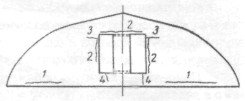
Расположение горячих трещин на поверхности отливки башни танка Т-54.
Группы трещин:
1 - от заливов по разъему формы;
2 - от заливов в амбразуре;
3 - от завертов окисленной корки;
4 - из-за резкого перехода от бортов к перемычке;
5 - от разогрева кокиля против питателей, низкого расположения питателей и заливов в знак стержня.
![]()
![]()
![]()