![]()
![]()
![]()
При большом ходе опорного катка шток поршня, перемещаясь в рабочем объеме гидроамортизатора (поршень в этом случае можно считать отсутствующим), создавал давление 90-120 МПа (900-1200 кгс/см2) на прямом ходе. При таком давлении происходило сжатие рабочей жидкости и пропорционально возрастало сопротивление гидроамортизатора. На обратном ходе опорного катка релаксационный гидроамортизатор работал как обычный поршневой гидроамортизатор.
Такое качество релаксационного гидроамортизатора было совершенно необходимо для систем подрессоривания самоходных пусковых установок оперативно-тактических ракет. В соответствии с требованиями, предъявляемыми при перевозке ракет на СПУ, максимально допустимые значения вертикальных ускорений были значительно ограничены, поэтому на пусковых установках, созданных на базе тяжелых танков, использовались релаксационные гидроамортизаторы. На серийных тяжелых танках релаксационный гидроамортизатор не применялся из-за сложности и громоздкости конструкции, а также более напряженного температурного режима, чем у обычных гидроамортизаторов.
Наряду с лопастными амортизаторами в конце 1950-х - начале 1960-х гг. при проектировании высокоскоростных легких и средних перспективных танков получил распространение поршневой гидроамортизатор телескопического типа двухстороннего действия. Такие амортизаторы, кроме танка «Объект 140», были установлены на опытных машинах: среднем танке «Объект 430» (харьковский завод №75) и легком танке «Объект 906» (ВгТЗ). Помимо трех амортизаторов (применительно к одному борту), монтировавшихся на первых двух и задней подвесках, на танке «Объект 906» применялись дополнительные упругие элементы — буферные пружины. В буферах танка «Объект 430» в качестве упругого элемента использовались резиновые кольца.
В конструкции танка «Объект 430» была предпринята попытка реализации облегченной ходовой части с использованием гидроамортизаторов с повышенной энергоемкостью, малогабаритных опорных катков с внутренней амортизацией и поддерживающих катков. В дальнейшем эта схема ходовой части использовалась при создании ходовой части танков «Объект 432» и «Объект 434».
Результаты исследований, выполненных в Военной академии БТВ им. И.В. Сталина совместно с харьковским и ленинградским заводами при создании опытных танков, показали, что при более правильном выборе параметров подвесок с применением мощных амортизаторов, в особенности — релаксационного типа, имелись значительные возможности по повышению качества систем подрессоривания при использовании торсионной подвески. Так, опытные танки «Объект 430» и «Объект 282» с мощными амортизаторами по сравнению с серийными танками Т-54, Т-10 и Т-10М могли двигаться по значительным неровностям местности с большими скоростями без «пробоя» подвески. Однако, несмотря на определенные достижения в совершенствовании системы подрессоривания, полученные путем применения гидроамортизаторов двухстороннего действия и упругих ограничителей хода балансиров, их использование оказалось недостаточным для значительного повышения энергоемкости подвески и улучшения плавности хода танка. Увеличение энергоемкости узлов подвесок за счет увеличения динамического хода опорных катков имело ограниченные пределы вследствие невозможности значительного уменьшения диаметра катков и нависающей формы броневого корпуса, а простое повышение жесткости подвески приводило к снижению параметров плавности хода танка.
 |
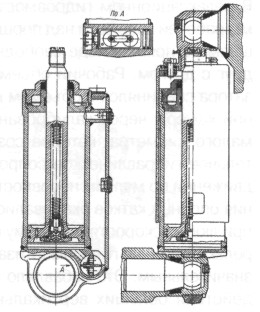 |
| Подвеска заднего опорного катка танка «Объект 430» с поршневым (телескопическим) амортизатором и упругим буфером. | Конструкция поршневого гидроамортизатора танка «Объект 432». |
Тщательный подбор специальной легированной стали, а также внедрение в производство специальной технологии (сложная термообработка, заневоливание48, искусственный наклеп) позволили получить торсионные валы с высокой усталостной прочностью. В результате этих мероприятий долговечность валов возросла более чем в 10 раз, а предел упругого сопротивления увеличился в среднем на 15%. Комплекс НИР по исследованию возможности использования высокопрочных сталей для деталей, работавших при циклических нагрузках, был выполнен во ВНИИ-100 (руководитель — B.C. Старовойтов) совместно с его московским филиалом (ФВНИИ-100) в 1955-1961 гг.
Начиная с 1960-х гг. на танках стали устанавливаться заневоленные торсионы.
Благодаря значительному повышению допустимых рабочих напряжений в торсионных валах представилась возможность увеличить хода опорных катков и уменьшить жесткость подвески. Торсионы с повышенными касательными напряжениями были впервые применены в подвесках опытных средних танков «Объект 432» Харьковского завода им. В.А. Малышева и «Объект 167» конструкции УВЗ, что совместно с установкой мощных амортизаторов благоприятно сказалось на плавности хода этих машин.
Торсионные валы танка «Объект 432», а затем и «Объект 434», обрабатывались на повышенную твердость (dотп =2,6—2,8 мм), упрочнялись накаткой роликом и дважды заневоливались, первый раз — перед упрочняющей накаткой, второй — после этой операции. В результате такой обработки представилось возможным поднять допустимые рабочие напряжения до 1294,9 МПа (13200 кгс/см2) вместо 784,8 МПа (8000 кгс/см2) для валов, изготовленных по старой технологии, что позволило значительно уменьшить длину и массу торсиона. Короткие торсионные валы в этих танках располагались соосно и крепились в опорах, вваривавшихся посредине днища танка.
Возросшие динамические режимы движения танка «Объект 432», обусловленные высокими значениями удельной мощности в сочетании с облегченной ходовой частью, привели к высокой нагруженности и напряженности ее узлов. Ресурс ходовой части не превышал 1000 км. Потребовалось проведение больших исследовательских, технологических и экспериментально-доводочных работ по повышению ее ресурса. Эти работы с 1960 г. велись во ВНИИ-100 под руководством В.Г. Левашова, а с 1964 г. - А.П. Софияна.
При доводке ходовой части танка «Объект 432» выявились проблемы, которые с ходовыми частями других марок боевых машин раньше не возникали. К числу проблем в части системы подрессоривания относились: обеспечение нормальной работы высоконапряженных шлицевых головок торсионных валов при несоосности и эллипсности ответных сопрягаемых деталей корпуса танка, а также телескопического гидроамортизатора при больших тепловыделениях, несмотря на то, что количество амортизаторов применительно к одному борту было увеличено до трех (два амортизатора устанавливались на первых двух подвесках и один — на задней). Крепление торсионов в средней опоре на днище обусловило значительную его нагруженность при закручивании торсионов, что вызывало деформацию днища и нарушение центровки агрегатов, расположенных на нем. В результате в процессе эксплуатации машины наблюдалось разрушение сварных швов опор и трещин на днище корпуса. Дополнительно накладывались трудности, связанные с гусеничным движителем (опорные и поддерживающие катки, траки). Для решения проблем с ходовой частью этих машин в помощь ВНИИ-100 был привлечен ряд специализированных научных организаций, в частности: ВНИТИ (Ленинград), НИИ резиновой промышленности (НИИРП), НИИ шинной промышленности (НИИШП), московский филиал ВНИИ-100, ЦНИИ материалов (ЦНИИМ, Москва). В дальнейшем даже при совместной работе ресурс ходовой части танка «Объект 434» (Т-64А) лишь за десять лет удалось довести до 6000 км.
48 Заневоливание - специальная технологическая операция в процессе изготовления торсионных валов, при которой они подвергаются закрутке на значительно больший угол, чем это происходит при эксплуатации машины. При этом в наружных слоях сечения торсиона при раскрутке вала возникают остаточные напряжения, противоположные напряжениям во внутренних слоях. В связи с более равномерным распределением рабочих напряжений по сечению заневоленного вала предел упругого сопротивления повышается на величину остаточных напряжений.
![]()
![]()
![]()