![]()
![]()
![]()
ЗАВОД №183
СПРАВКА О СОСТОЯНИИ ПОДГОТОВКИ ПРОИЗВОДСТВА К СЕРИЙНОМУ ВЫПУСКУ ТАНКА «А-34».
II. Подготовка к серийному выпуску А-34 по увеличенной программе.
1) Окончательный переход к массовому выпуску А-34 завод может совершить с 1 августа. В течение июня-июля м-ца завод должен закончить выпуск А-7м. За этот же период завод должен проверить серийную технологию изготовления А-34, для чего запланирован выпуск 20-ти штук А-34 по серийной технологии (на конвейере).
2) В настоящее время заканчивается подготовка технологии к серийному выпуску А-34. В настоящее время около 10% деталей, из общего наименования, запущены в производство.
III. Необходимые мероприятия для обеспечения выпуска А-34.
1. Завод в состоянии выполнить увеличенную программу при условии выполнения следующих мероприятий:
1} Немедленно будет развернуто строительство по реконструкции отдельных цехов в нужных темпах. Разрешено бессметное строительство. Обеспечить фондами и материалами это строительство.
2) Коренным образом улучшено снабжение завода металлом как для окончания программы по А-7м, так и для создания задела и нормальной работы з-да по выпуску А-34 по увеличенному заданию.
3) Улучшена работа кооперирующих заводов (з-д 75 дизель В-2; ЗЭМ - электрооборудование; ХТЗ - заготовки и т.д.) и привлечены по линии кооперации новые заводы входящие в систему НКСМ.
4) Разгрузить завод от громоздкой номенклатуры запчастей. В настоящее время завод изготавливает запчасти: А-2-5, А-7-7м, Т-35.
5) Отдел «500» завода (в настоящее время опытно-экспериментальные базы завода) превратить в отдел изготовляющий детали А-34. Для чего разгрузить этот отдел от всех заказов не связанных с танкостроением.
6) Удовлетворить заявку завода 183 на необходимое оборудование в связи с увеличением программы по А-34.
Ст. Военпреда АБТУ КА Военинженер 2 ранга - (Козырев). [8]
МАРИУПОЛЬСКИЙ ЗАВОД.
О РАЗВЕРТОВАНИИ ПРОИЗВОДСТВА БОРОНЕДЕГАЛЕЙ А-34 НА ЗАВОДЕ им. ИЛЬИЧА.
По программе 1940 года.
График выпуска деталей необходимо установить следующий: июнь - 35, июль - 50, август - 80, сентябрь - 120, октябрь - 125, ноябрь - 160, декабрь - 180.
Этот график весьма напряженный и может быть выполнен при проведении следующих мероприятий:
1. По обеспечению металлом: Расходный коэффициент от слитка к детали сейчас 7-8. На 1-н комплект идет 1 плавка - 70 т, что задалживает 18 часов мартеновской печи. Для выпуска 160 комплектов необходимо 160х 18/24=120 суток или 45 печей.
НЕОБХОДИМО: а) Организовать выплавку стали МЗ-2, помимо печи № 13 и 15 (цех №9) также в печах Мартеновского цеха №1.Дпя того цех надлежаще оборудовать.
б) Привлечь к выплавке стали МЗ-2 Таганрогский завод им. Андреева.
в) Снизить расходный коэффициент до 5-6 за счет лучшего раскроя и уменьшения брака по качеству металла.
г) Решительно улучшить обеспечение з-да изложницами.
2. По прокату: Необходимо прокатить 160 х 70 = 11200 тн. в месяц. При переходе на составной нос вместо штампованного весь прокат будет выполнен станом №1 (цех №6), производительность которого около 16000 тн. при прокате углеродистой и судостали.
НЕОБХОДИМО: а) Снять полностью со стана № 1 программу по углеродистой и марганцевистой сталям и передать на другие заводы.
б) Установить у прокатного стана № 1 дополнительный кран 50 тн.
в) Построить дополнительно 1-ну подогревательную печь для подогрева холодных слитков.
3. По отпуску листов. Отпуск 1 плавки листов с загрузкой погрузкой задалживает 1 сутки отжигательной печи. В сутки необходимо 160/30 = 5-6 плавок, т.е. 5-6 отжигательных печей.
НЕОБХОДИМО: а) Занять полностью печи №17, 18, 19 для отжига листов. Эти печи сейчас частично заняты морскими плитами.
б) Изыскать и выделить еще 3 печи из числа печей цеха 8, цеха «П» - прессового, и цеха «Т» - нового термического для отжига (высокого отпуска) листов.
4. По испытаниям. Для контроля необходимого количества стали должно быть по существующим Тех.условиям испытано ежесуточно 160x6/25 = 40 плит.
НЕОБХОДИМО: а) В 2-х месячный срок построить новый броневой тир по имеющемуся готовому проекту.
б) Значительно ускорить методы приемки и испытаний.
5. По штамповке и правке. Прессового оборудования на з-де совершенно недостаточно, имеется:
2 пресса по 450 тн.; 1 пресс по 3000 тн.; 1 пресс по 8000 тн.; 1 ковочный по 15000 тн.
Пресса 3000, 8000 и 15000 загружены производством судовой брони.
НЕОБХОДИМО: а) Проверить возможность штамповки на 15000 прессе. Освободить в необходимой мере пресса от программы по морской броне.
б) До 1-го Ноября установить имеющийся на складе завода штамповочный пресс «Шкода» - 2000 тн., обеспечив к 1 августа подачу электрооборудования заводом ХЭМЗ.
в) Передать штамповку башенных деталей на часть программы Сталинградскому заводу №264.
г) В течение июня изготовить опытную партию (5 шт.) литых башен и принять по ним окончательное решение.
д) Срочно установить з-ды с хорошими сталелитейными цехами для отливки башен, вставки носа и кормы. Такими з-ми помимо з-да им. Ильиче могут быть: 183, СТЗ, завод им. Андреева в г. Сталинграде, з-д Карла Либкнехта в Днепропетровске, Запорожсталь, ХТЗ.
е) Утвердить на серию составной нос с литой балкой.
6. По термообработке: НЕОБХОДИМО: а) Удлинить печи на термоучастке цеха №6 и новые печи в железо-котельном.
б) Построить дополнительно 4-5 печей на новых площадях железо-котельного цеха и необходимые ванны.
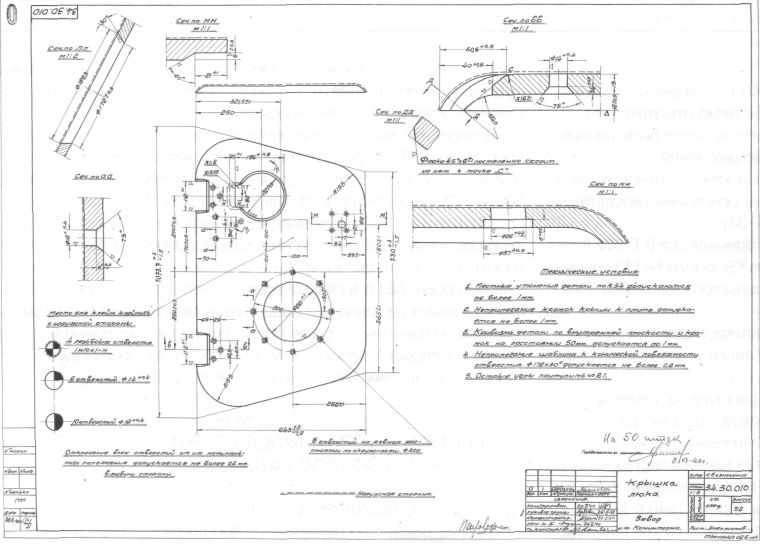
Чертеж крышки башенного люка «узкой» башни (деталь 34.30.010).
![]()
![]()
![]()