![]()
![]()
![]()
 |
 |
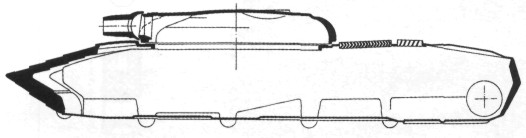
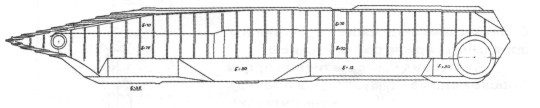
| Схема броневой защиты танка «Объект 757» (проект). Литая лобовая часть корпуса и башни выполнены в виде конструктивной брони. | |
 |
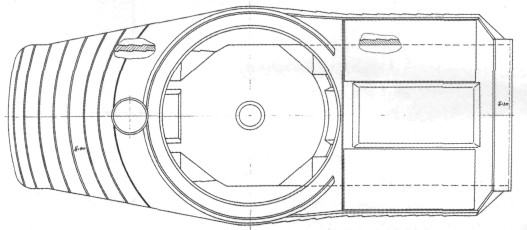 |
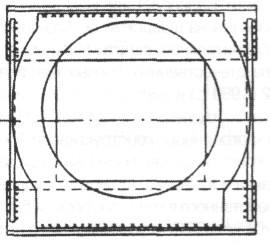
| Схема корпуса танка «Объект 772» с конструктивной броней. | |
|
|
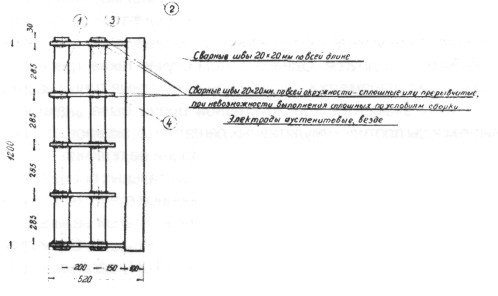
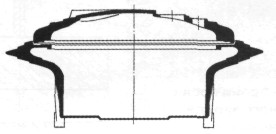
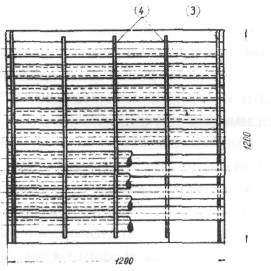
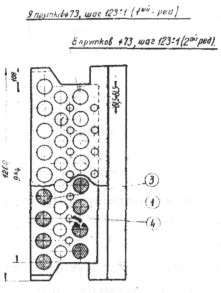
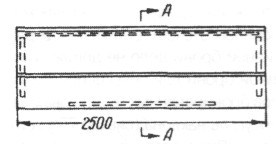
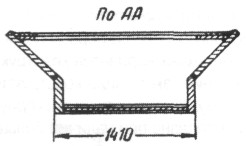
| Один из вариантов решетчатой конструктивной брони. | Схема макета корпуса со сварным бортом переменной толщины. |
На послевоенных средних и тяжелых танках для изготовления корпусов и башен использовалась высоколегированная броневая сталь средней твердости. Так, например, носовая часть и борта броневого корпуса средних танков Т-54 и Т-55 изготавливались из катаной брони — сталей 52С и 42СМ (М — модифицированная), корма и крыша — из стали 49С, днище — из стали 43ПСМ. Корпуса башен танков отливались из стали 74Л, вварные донный лист и крыша башни — из катаной брони 43ПСМ. Советские броневые стали 43ПСМ (хромомолибденовая), а также 52С и 74Л (хромоникельмолибденовые) являлись одними из лучших в мире. Для соединения броневых листов применялись способы сварки с обработкой кромок «в четверть», «встык» и «в шип».
В 1948-1949 гг. в ЦБЛ-1 были разработан и внедрен на бронекорпусных заводах высокопроизводительный процесс сварки электродами больших диаметров, а в 1951-1956 гг. - процесс автоматической сварки корпусов и башен танков Т-54 и Т-10 аустенитной электродной проволокой (марок ЭИ-464, ЭИ-483, ЭИ-478 и ЭИ-613) под керамическим флюсом АН-14. Большой вклад в разработку технологии автоматической и полуавтоматической сварки броневых деталей корпусов и башен танков в 1951—1954 гг. внес Институт электросварки им. Е.О. Патона АН УССР.
В 1953-1956 гг. на заводах №75, №200 (ныне Челябинский станкостроительный завод) и № 183 внедрили автоматическую сварку бронекорпусов регулируемой трехфазной дугой, что позволило повысить производительность сварки в 2,5-3 раза при экономии электроэнергии в 1,5 раза. В середине 1950-х гг. в ЦБЛ-1 для усиления броневой защиты вновь разрабатываемых средних танков были проведены работы по исследованию вопроса изготовления бортов корпуса танка с профилем переменного сечения путем электрошлаковой сварки. Использование бортов переменного сечения позволяло повысить противоснарядную стойкость брони с одновременным уменьшением ее массы. Конструкция такого борта состояла из двух броневых листов различной толщины, сваренных между собой под определенным (заданным) углом наклона. В процессе работы в ЦБЛ-1 была разработана технология сварки бортов, которая обеспечивала сохранение требуемой геометрии борта, исключала деформацию листов при сварке, смещение кромок или чрезмерное увеличение зазора, обуславливавших прекращение процесса электрошлаковой сварки (длина шва составляла 5,5 м). Изготовленный из двух частей борта макет прошел испытания обстрелом 100-мм тупоголовыми бронебойными снарядами. Испытания показали, что противоснарядная стойкость сварного соединения составляла 80% от противоснарядной стойкости толстого листа борта, а сварное соединение и борт в целом обладал высокой конструктивной прочностью (живучестью). Технологию электрошлаковой сварки борта переменного сечения, разработанную оснастку и оборудование предполагалось использовать при изготовлении корпусов (по второму варианту со сварным бортом) опытного танка «Объект 430» завода №75.
![]()
![]()
![]()