![]()
![]()
![]()
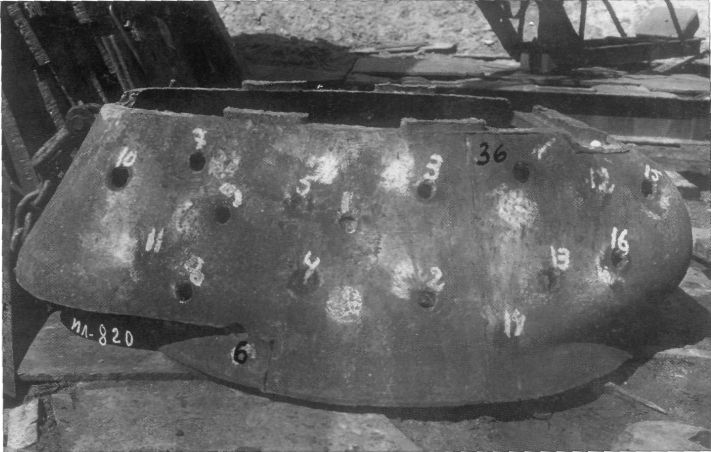

Общие виды опытной литой башни после снарядных испытаний, апрель 1940 г.
Наружная и внутренняя поверхности корпуса башни получились ровные и чистые, поверхностных шлаковых и земляных включений не было. Однако толщина стенок башни вышла из допустимых отклонений и колебалась в пределах 45-53 мм, а в передней части корпуса составила всего лишь 36 мм. В боковых закруглениях передней части на внутренней стороне образовались поперечные трещины, происхождение которых объяснялось резким переходом сечения. На передней обечайке также имелись незначительные трещины, появление которых, возможно, было обусловлено ранней разборкой опок после отливки. Термическая обработка литой башни производилась в больших термических печах цеха №8. После отжига обнаруженные дефекты (трещины) вырубались пневматическими зубилами, после чего башню подвергли термической обработке по следующей инструкции:
Инструкция по терм, обработке литой опытной башни. 1. По прибытии в термический цех башня сажается в печь на отпуск по режиму:
а) посадка в печь нагретую до т-ры 400-420°;
б) подъем со скоростью 60-70°/час до т-ры 670-680°;
в) выдержка при указанной т-ре - 10 час;
г) выдача башни - на воздух.
После отпуска от башни вырезаются огнем прибыля и удаляются обнаруженные поверхностные дефекты.
2. По удалению прибылей и поверхностных дефектов литая башня подвергается следующей терм, обработке по режиму:
Первая закалка:
а) посадка в печь при т-ре 650-680°;
б) подъем до т-ры 920-930° со скоростью 80- 100°/час;
в) выдержка при т-ре закалки - 3 часа;
г) охлаждение башни в масле не менее 30 минут.
3. После закалки литая башня сразу же сажается в печь на высокий отпуск по режиму:
а) температура отпуска 670-680°;
б) время выдержки при 670-680° - 6 часов.
в) охлаждение - под душем.
4. Режим второй закалки:
а) посадка в печь при т-ре 650-700°;
б) подъем со скоростью 80- 100°/час до т-ры 870-880°;
в) выдержка при т-ре закалки - 3 часа;
г) охлаждение детали в масле не менее 30 минут.
5. После второй закалки литая башня немедленно подвергается высокому отпуску по следующему режиму:
а) т-ра отпуска 670-680°;
б) выдержка при полной т-ре отпуска 6 час.;
в) охлаждение под душем.
6. После второй закалки и высокого отпуска отлитой башни берутся, по указанию представителей бригады контрольные пробы на излом. При неудовлетворительном виде излома (наличие кристаллических участков) литая башня подвергается повторной закалке и отпуску по режимам, указанным в пунктах 4 и 5, после чего от деталей вновь берутся контрольные пробы на излом.
7. При удовлетворительном виде излома литая башня подвергается окончательной закалке и низкому отпуску по следующим режимам:
Режим окончательной закалки:
а) посадка в печь с т-рой 660-680°;
б) подъем со скоростью 80-100°/час до 825-830°;
в) выдержка 4 часа;
г) охлаждение детали под душем.
После закалки деталь передается сразу же в электропечь цеха №5, на низкий отпуск по режиму:
а) т-ра отпуска - 260-270°;
б) выдержка - 8 часов;
в) охлаждение - воздух или вода.
8. Окончательная приемка литой башни производится по виду излома и твердости по сечению проб, вырезанных из башни. [2]
![]()
![]()
![]()