![]()
![]()
![]()
 |
 |
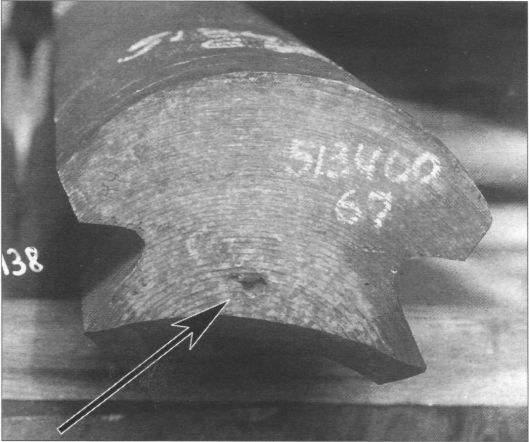
Литейные дефекты (указаны стрелкой) на торце литой балки (РГВА). |
Литые балки №513408-1-1 и 513408-2-2 после обстрела (РГВА). |
 |
 |
| Продольные разрезы балок №513408-2-2 и 515355-01. На фото хорошо видны литейные дефекты на большей части длины деталей (РГВА). | Балка №513398-72 после обстрела (РГВА). |
Данный отчет был утвержден районным инженером ГАБТУ КА, военинженером 2-го ранга Г.И. Зухером. Таким образом, несмотря на наличие литейных дефектов, качество балок признали удовлетворительным и соответствующим требованиям по прочности, а их производство на Мариупольском заводе — не прекратили. Учитывая, что при существующей технологии изготовления балок избавиться от литейных дефектов было невозможно, Г.И. Зухер высказал предложение об изыскании возможности изготовления балок методом проката, что, по его мнению, позволит сделать тело балки без дефектов. Впоследствии данное предложение было реализовано, и в 1941 г. носовые балки для Т-34 стали катаными.
Непросто шло освоение броневого литья и на заводе №183. Напомним, что в июне 1940 г. Мариупольский завод им. Ильича, ссылаясь на недостаточную мощность литейной базы, отказался от изготовления ряда литых деталей для танка Т-34, и их производство легло на плечи завода №183. Руководство завода на протяжении года неоднократно поднимало вопрос о поиске новых производственных баз на стороне, пытаясь таким образом избавить себя от выпуска этих деталей, но в 1940 г. такие базы не нашли.
В итоге, завод №183 был вынужден наладить у себя выпуск следующих литых бронедеталей: защиты курсового пулемета ДТ (деталь 34.29.019) и крышки бортовых передач (детали 34.16.003). При их изготовлении основные затруднения вызывались, прежде всего, отсутствием у работников завода №183 опыта по литью и термообработке броневой стали, а также последующей ее механической обработке. С целью обеспечения своевременного выпуска этих деталей технологи завода были вынуждены упрощать процесс их производства, зачастую ценой отступления от утвержденных ГАБТУ технических условий. В качестве примера приведем ситуацию, сложившуюся с выпуском крышек бортовой передачи. В августе для облегчения механической обработки крышек руководство завода предложило снизить твердость этой детали и изменить порядок ее приемки. Данный вопрос рассматривался на совещании с участием начальника ГАБТУ Я.Н. Федоренко, состоявшемся 29 августа 1940 г. Ниже приведены выписки из протокола совещания.
Мнение завода № 183
Первоначально запроектированные крышки бортовой передачи были углеродистой стали марки 40СГ. Завод, осваивая броневое литье, перевел указанную деталь на изготовление из брони, но вместе с этим сильно осложнил, как отливку, так и последующую механическую обработку этой детали. Считаем допустимым, сохранив изготовление крышки бортовой передачи из броневого литья снизить твердость материала до 3,6-3,8 мм, что обеспечит обработку нормальным режущим инструментом. Приемку деталей 34.16.003 производить по химанализу и твердости без обстрела.
Решение
Допустить для установки на машину крышки бортовой передачи с твердостью не ниже 3,7, но с толщиной стенок в 45 мм. Первую крышку проверить обстрелом снарядом 37 и 45 мм и в случае положительных результатов ввести крышку в серийное производство. Последующую приемку готовых крышек производить по химанализу и твердости. [2]
Как видно из решения, ГАБТУ относилось к проблемам завода с пониманием и готово было идти на определенные уступки, но при условии сохранения снарядостойкости брони.
Не совсем благополучно обстояли дела и с изготовлением на заводе №183 оснований смотровых приборов башни (деталь 34.30.051 для первого варианта сварной башни и детали 34.30.183 и 34.30.184 — для расширенной сварной башни) и оснований смотровых приборов водителя (центрального смотрового прибора — деталь 34.39.783, бокового левого — деталь 34.29.728 и бокового правого — деталь 34.29.729). Данные бронедетали изготавливались из стали марки 40СХ и согласно ТУ обрабатывались на высокую твердость (2,9—3,1 по Бринеллю), но на состоявшихся в середине лета полигонных испытаниях показали излишнюю хрупкость: основания башенных приборов при попадании 45-мм снаряда раскалывались. Для поиска путей решения этой проблемы 6 августа 1940 г. на заводе №183 состоялось совещание, на котором было принято решение обрабатывать основания смотровых приборов на пониженную твердость, а в перспективе — перевести вышеуказанные детали на литье из броневой стали марки МЗ-2.
Слушали
Информацию — Портного о результатах полигонных испытаний указанных деталей.
Принятые решения
1. Детали №№34-30-051, 34-29-729 и 34-29-783 (основания смотровых приборов) установленные на машины с твердостью d лунки 2,7-2,9 считать бронестойкими и оставить на машинах.
2. В целях дальнейшего повышения бронестойкости за счет уменьшения хрупкости с машины №16 проводить термообработку указанных деталей на твердость d лунки 3,0-3,3.
3. 34/700 - т. ЗОЛОТАРЕВУ к 20/VIII провести испытания на карточках стали 40СХ размером 600x600x45 мм с различными твердостями (d лунки 3,0-3,2; 3,2-3,4; 3,4-3,6; 3,6-3,8).
На основании испытаний указанных карточек установить оптимальные твердости и технические условия испытания и приемки оснований смотровых приборов.
4. Зам. главного конструктора т. Морозову к 12.VIII разработать конструкцию литых деталей оснований смотровых приборов с оформлением заказа на отливку в 550 (дет. 34.30.183 правый и левый) и на Марзаводе им. Ильича (дет. люка водителя 34.29.877).
ЗАМ. ДИРЕКТОРА ЗАВОДА МАХОНИН С.Н.
РАЙИНЖ АБТУ КА КОЗЫРЕВ. [3]
![]()
![]()
![]()